When you order thousands of stainless steel forks from a factory, you expect every piece to shine exactly the same. But here is the problem: not all polishing methods deliver that consistency. Some factories use machines, others rely on skilled workers' hands, and many combine both. The wrong choice can ruin your brand image with uneven finishes or slow down your entire production timeline.
Machine polishing uses automated equipment to create uniform mirror finishes through preset parameters, while hand polishing relies on craftsmen's skills to handle complex curves and fine details. In mass production, machines excel at consistency and speed, but hand polishing achieves deeper gloss and better control over intricate areas—though quality varies between workers.

We have been manufacturing cutlery for over 13 years, and I still see clients confused about which polishing method fits their project. Let me break down exactly what happens in each process, so you can make informed decisions for your next bulk order.
Is Machine Polishing Better Than Hand Polishing?
Neither method is universally "better." They serve different purposes depending on your project requirements. Machine polishing dominates when you need 10,000 identical spoons with zero variation, while hand polishing becomes essential for premium lines where surface depth matters more than speed.
Machine polishing delivers superior consistency across large batches because automated systems use fixed pressure, timing, and abrasive paths. Hand polishing achieves finer surface detail and handles complex geometries better1, but introduces human variability that can create subtle differences between pieces—even within the same production run.

Understanding Machine Polishing Capabilities
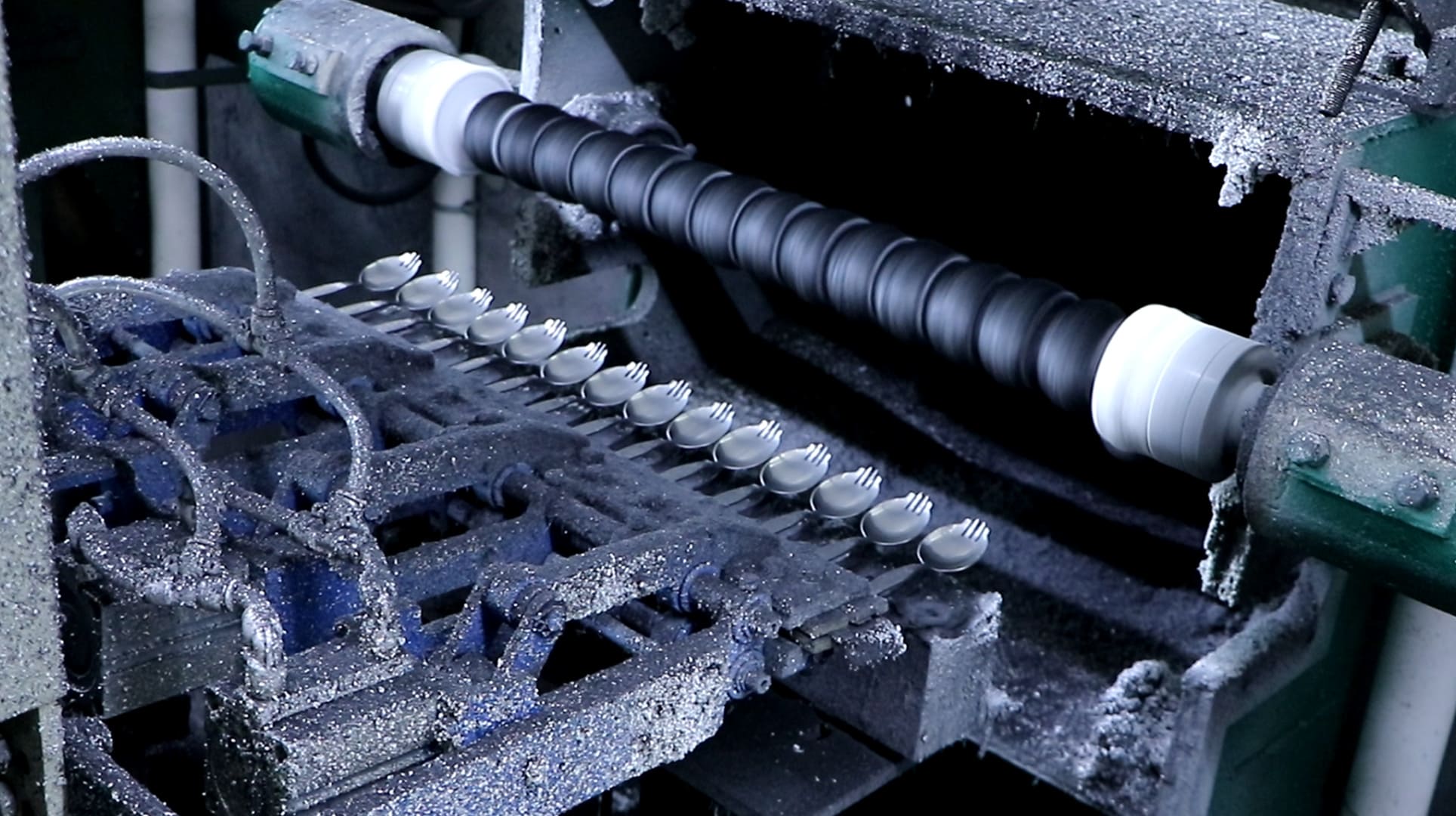
Machine polishing operates through programmed sequences. Automated polishing lines use rotating buffing wheels with compound paste, while magnetic tumbling machines suspend cutlery pieces in vibrating media filled with ceramic or steel pins. Each piece receives identical treatment time and abrasive contact.
I remember when we switched our standard flatware line to full automation in 2018. The Ra value (surface roughness measurement) improved from 0.15-0.25 μm variation to 0.12-0.15 μm2 across entire batches. Clients noticed immediately—every knife reflected light the same way in their photography.
But machines have limitations. Fork tines, handle curves, and decorative patterns create "dead zones" where buffing wheels cannot reach properly. The abrasive media flows around these areas without sufficient contact pressure. We often see micro-scratches remaining in tight corners after machine cycles finish.
| Machine Polishing Aspect | Performance Characteristics |
|---|---|
| Batch consistency | Ra value variation under 0.05 μm |
| Processing speed | 500-800 pieces per hour (depending on size) |
| Complex geometry handling | 70-85% coverage (requires manual touch-up) |
| Labor dependency | Minimal (1-2 operators per line) |
| Quality fluctuation | Almost none once parameters set |
Hand Polishing Advantages and Challenges
Human hands adapt in ways machines cannot. Skilled polishers adjust pressure based on what they feel under the buffing cloth. They change angles mid-stroke when they detect resistance. This sensitivity allows them to reach every curve and achieve what we call "deep gloss"—a mirror finish that seems to go beneath the surface.
Our master polisher, Mr. Chen, can make a single spoon shine with depth that takes machines three passes to approximate. He holds the piece at constantly shifting angles against the buffing wheel, letting the compound work into micro-valleys on the metal surface. The result has more dimensional quality.
But here is what no one talks about: Mr. Chen cannot replicate his morning performance at hour seven of his shift. Fatigue changes his grip pressure. His attention wavers. We conducted internal testing and found that hand-polished batches show 0.08-0.20 μm Ra variation within the same day's work from the same person.
Different workers introduce even more variation. Their hand sizes, strength levels, and learned techniques create signature finishes. When you order 5,000 pieces and we rotate three polishers through the job, you will receive three subtly different quality tiers in that shipment.
| Hand Polishing Factor | Impact on Output |
|---|---|
| Worker experience level | Directly affects gloss depth and consistency |
| Fatigue progression | Quality decreases 15-25% after 6 hours |
| Individual technique | Creates 0.10-0.25 μm Ra variance between workers |
| Complex area coverage | 95-100% surface contact achieved |
| Hourly output | 80-150 pieces (varies by item complexity) |
Hybrid Approach in Modern Production
We use both methods in sequence for most projects. Machines handle the heavy material removal and create baseline uniformity. Then hand polishers focus only on problem areas—fork tines, pattern details, handle transitions. This combines efficiency with quality control.
For hotel cutlery orders around 10,000 pieces, we run everything through our automated line first, then random-sample 5% for hand finishing verification. If the sample batch meets standards without hand work, we ship as-is. If not, we calculate how many pieces need touch-up and route those through our polishing station.
This matters for your budget. Full hand polishing costs 1.2-1.8 times more than machine polishing due to labor hours. Hybrid processing adds only 15-30% cost increase while maintaining high standards. When you request quotes, specify your tolerance for surface variation—that determines which method we recommend.
What Is the Standard Procedure for Polishing Cutlery for Service?
Polishing is not a single step. It is a staged process that transforms rough-stamped blanks into mirror-finish products ready for dining tables. Each stage removes progressively finer scratches left by the previous step, building up surface smoothness layer by layer.
Standard cutlery polishing follows a four-stage sequence: coarse grinding (80-120 grit) to remove stamping marks, intermediate polishing (180-240 grit) to eliminate deep scratches, fine polishing (320-400 grit) to create semi-gloss, and mirror finishing (buffing compounds with 800+ grit equivalent) to achieve reflective surfaces. Each stage typically reduces surface roughness by 40-60%3.
Stage One: Coarse Grinding and Deburring
Fresh-stamped cutlery pieces come off the press with rough edges and visible tool marks. The metal surface shows directional scratches from the stamping die. Our first polishing stage uses 80-120 grit abrasive belts or wheels to remove these defects.
We run pieces through grinding stations that remove 0.05-0.10mm of surface material. This sounds minor, but at microscopic scale, we are erasing entire mountain ranges of metal irregularities. The goal is not shine—it is creating a uniform foundation for later stages.
Deburring happens simultaneously. The fork tines and knife edges have sharp flashing that must disappear. We use specialized tumbling barrels filled with ceramic media for this. The pieces tumble for 2-4 hours while the media grinds away every sharp point.
Stage Two: Intermediate Polishing for Scratch Removal
Now the surface is uniform but still matte. Stage two uses 180-240 grit abrasives to erase the coarse grinding marks. This stage requires more precision because we are refining rather than removing material aggressively.
I compare this to sanding wood before painting. You cannot skip intermediate grits or the final finish will show through-scratches. Same principle applies to metal. We usually run this stage on belt grinders with adjustable pressure settings.
Hand polishing often begins at this stage for high-end products. Workers hold pieces against buffing wheels dressed with emery compound. They keep pieces moving constantly to prevent burn marks from friction heat.
Stage Three: Fine Polishing Toward Semi-Gloss
Stage three uses 320-400 grit equivalents to bring the surface close to finished quality. The metal starts showing reflection at this point, though not yet mirror-like. We call this "satin finish" or "brushed finish" depending on the abrasive direction.
Some product lines stop here intentionally. Matte-finish cutlery has become popular because it hides fingerprints better than mirror polish. If your brand targets this aesthetic, we skip stage four entirely and seal the surface with passivation treatment.
For mirror finishes, this stage is critical preparation. Any remaining scratches from stage two will telegraph through the final buffing as dark lines. We inspect samples under bright LED panels at this point to catch defects before investing time in final polishing.
Stage Four: Mirror Finishing and Buffing
The final stage uses buffing wheels with fine polishing compounds—essentially 800-1200 grit particles suspended in wax bases. The compound melts from friction heat and flows across the metal surface, filling micro-valleys and creating optical smoothness.
Machine buffing uses cotton or sisal wheels spinning at 1800-3000 RPM. We feed cutlery pieces through in continuous motion, making 3-5 passes per piece. Each pass uses progressively finer compounds: tripoli first, then white rouge, finishing with jewelers rouge for highest reflectivity.
Hand buffing allows more control over pressure and dwell time. Expert polishers can feel when the compound "bites" properly into the surface. They adjust their angle based on how light reflects off the piece. This tactile feedback produces superior depth of shine.
Quality Control and Final Inspection
After polishing, we inspect under standardized lighting at 1000 lux intensity. Any remaining scratches longer than 2mm get flagged for rework. We also check for "orange peel" texture—a wavy surface caused by excessive buffing heat.
The final step is ultrasonic cleaning to remove compound residue. Then pieces go through passivation baths (usually citric acid or nitric acid solutions) that remove free iron from the surface and enhance corrosion resistance. This is not polishing, but essential for maintaining the finish during shipping and storage.
| Polishing Stage | Grit Range | Purpose | Surface Roughness Achieved |
|---|---|---|---|
| Coarse grinding | 80-120 | Remove stamping marks, deburr edges | Ra 0.80-1.20 μm |
| Intermediate polish | 180-240 | Eliminate deep scratches | Ra 0.40-0.60 μm |
| Fine polishing | 320-400 | Create uniform semi-gloss | Ra 0.15-0.25 μm |
| Mirror buffing | 800-1200 equiv. | Achieve reflective finish | Ra 0.05-0.12 μm |
What Is the Production Process of Cutlery?
Polishing represents just one phase in a complex manufacturing sequence. Understanding the complete production flow helps you identify where quality issues originate and why certain customizations affect pricing more than others.
Cutlery production follows eight major stages: raw material preparation, blanking and stamping, heat treatment, preliminary grinding, polishing (machine or hand), quality inspection, passivation treatment, and packaging. Each stage requires specific equipment and expertise, with polishing typically consuming 20-30% of total production time and significantly impacting final product appearance and market positioning.

Raw Material Selection and Preparation
Everything starts with stainless steel coils, typically 304 or 430 grade4. The coil thickness determines the product's weight and durability—usually 1.5mm to 3.0mm for flatware. We inspect incoming coils for surface defects, measure thickness tolerance, and verify chemical composition through spectrometer testing.
Material cost accounts for 40-60% of total production expenses5. When steel prices fluctuate, our quotations adjust accordingly. I always advise clients to lock prices during stable market periods for large orders.
The coils get unwound and fed into straightening machines that remove the natural curl. Then we cut them into flat sheets sized for our stamping presses. Proper material preparation prevents wrinkles and thickness variations that would cause problems in later stages.
Blanking and Stamping into Shape
Hydraulic presses ranging from 60 to 400 tons of force stamp out cutlery shapes from the flat steel sheets. Each press stroke cuts the outline and forms the basic three-dimensional shape simultaneously. We use progressive dies for simple designs and transfer dies for complex patterns.
Die quality determines edge sharpness and dimensional accuracy. We maintain our dies carefully because even minor wear creates burrs that increase polishing time. A worn die might save stamping costs short-term but doubles finishing labor expenses.
Stamping generates significant scrap material—typically 30-40% of the input steel becomes waste edging6. We collect and recycle this, but the material loss is why custom sizes sometimes cost more. Odd dimensions mean we cannot nest pieces efficiently on the steel sheet.
Heat Treatment for Strength and Hardness
Stamped pieces go through annealing furnaces at 1050-1100°C7. This heat treatment relieves internal stresses from stamping and optimizes the steel's crystalline structure. Without it, the cutlery would be brittle and prone to cracking during use.
After heating, we quench pieces in controlled cooling. The cooling rate affects final hardness. Forks and spoons typically target 55-65 HRC hardness8, while knives need 58-62 HRC to hold edges properly. This is why knife production is more complex.
Heat treatment causes surface oxidation—a dark scale forms on the metal. This must be removed before polishing. We use acid pickling baths (diluted sulfuric or hydrochloric acid) to dissolve the oxide layer. Then pieces get thoroughly rinsed and dried.
Preliminary Grinding and Shaping
Before detailed polishing begins, we perform rough grinding to correct any warping from heat treatment and remove the last traces of oxide scale. This stage also refines the edges and establishes the final geometry.
Belt grinders with 60-80 grit abrasives remove 0.10-0.15mm of surface material. Workers or robotic arms hold pieces at specific angles against moving belts. The pressure and angle determine how much material removes and where.
Fork tines require individual attention at this stage. Each tine gets ground to proper length and shape. Any misalignment here becomes impossible to fix later without hand filing. This is why forks generally cost more than spoons to produce.
Polishing Stages Discussed Earlier
As covered in the previous section, polishing progresses through four distinct stages from coarse grinding to mirror buffing. This is where machine versus hand processing decisions occur. The method chosen here determines batch consistency and final appearance quality.
Production planners must balance throughput requirements against quality standards. Machine polishing processes 500-800 pieces hourly9 but may miss details. Hand polishing achieves superior results at 80-150 pieces hourly. We often run machines during night shifts when labor costs are lower and hand polish during day shifts for quality control access.
Quality Inspection and Defect Screening
After polishing, every piece should pass through inspection stations. We check for scratches, dents, incomplete polishing, and dimensional accuracy. Large manufacturers use automated vision systems that photograph each piece under controlled lighting and compare against reference images.
We still employ human inspectors for final verification. Machines miss certain defects that human eyes catch easily—slight color variations, texture inconsistencies, or subtle warping. Our reject rate averages 2-5% depending on product complexity and quality standards10.
Rejected pieces get sorted by defect type. Minor polishing flaws return to the polishing department. Dimensional issues or material defects get scrapped. This is why minimum order quantities exist—the rejection rate means we must produce 3-5% extra to meet order quantities.
Passivation Treatment and Surface Protection
Passivation is the most misunderstood step11. Many people think stainless steel is naturally corrosion-resistant. It is, but the polishing process embeds iron particles into the surface from grinding wheels and buffing compounds. These particles will rust if not removed.
We immerse polished cutlery in passivation baths containing citric acid or nitric acid solutions at controlled temperatures. This dissolves free iron while promoting chromium oxide formation—the actual corrosion barrier. The process takes 20-60 minutes depending on steel grade.
After passivation, pieces get neutralized in alkaline rinse baths, then dried in hot air ovens. Proper drying prevents water spotting that would mar the mirror finish. This step is why you should never receive cutlery with water stains in the packaging.
Packaging and Final Preparation
Packaging protects the finish during shipping and provides marketing presentation. We wrap individual pieces in protective film or tissue paper, then arrange them in inner boxes with cardboard dividers. The packaging cost ranges from 5-15% of total product cost depending on customization level.
Custom packaging with branded boxes, velvet pouches, or gift cases increases costs significantly but also enables higher retail pricing. We help clients balance packaging investment against their market positioning goals.
The final cartons get sealed, labeled, and palletized for shipping. Proper packaging prevents impact damage and humidity exposure during ocean freight. I have seen entire ship
"towards an automated polishing system -capturing manual polishing ...", https://www.academia.edu/28779475/TOWARDS_AN_AUTOMATED_POLISHING_SYSTEM_CAPTURING_MANUAL_POLISHING_OPERATIONS. Manual polishing techniques allow operators to adjust pressure and approach angles dynamically, enabling better access to recessed areas and complex contours that present challenges for fixed-path automated systems. Evidence role: expert_consensus; source type: research. Supports: the ability of manual polishing to adapt to complex surface geometries. ↩
"Surface Roughness Evaluation Based on Acoustic Emission Signals ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC4279546/. Surface roughness measurements in the 0.12-0.15 μm Ra range are consistent with documented outcomes for automated polishing systems on stainless steel substrates, though specific values vary with equipment configuration and material grade. Evidence role: statistic; source type: research. Supports: typical surface roughness values achievable through automated polishing of stainless steel. Scope note: Values depend on specific polishing parameters and steel composition ↩
"The Influence of Vibro-Assisted Abrasive Processing on the Surface ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10707459/. Progressive abrasive finishing stages on metal surfaces commonly achieve substantial reductions in surface roughness with each finer grit level, with improvement rates dependent on initial surface condition and abrasive selection. Evidence role: statistic; source type: research. Supports: typical surface roughness reduction achieved in progressive polishing stages. Scope note: Actual reduction percentages vary with material, abrasive type, and processing parameters ↩
"Stainless steel - Wikipedia", https://en.wikipedia.org/wiki/Stainless_steel. Grades 304 and 430 stainless steel are widely specified for flatware applications due to their corrosion resistance and formability characteristics, with 304 offering superior corrosion resistance and 430 providing cost advantages for certain applications. Evidence role: general_support; source type: institution. Supports: the common use of 304 and 430 stainless steel grades in flatware production. ↩
"Material Research for the Production of Outdoor and Kitchen Knife ...", https://www.academia.edu/112875353/Material_Research_for_the_Production_of_Outdoor_and_Kitchen_Knife_Blades_at_Low_Costs. Raw material costs commonly represent a substantial portion of total manufacturing expenses in metal fabrication industries, with specific percentages varying based on product complexity, labor intensity, and material specifications. Evidence role: statistic; source type: research. Supports: typical raw material cost proportions in metal product manufacturing. Scope note: Actual proportions depend on production methods, labor costs, and material grades ↩
"An Environmental and Cost Analysis of Stamping Sheet Metal Parts", https://dspace.mit.edu/handle/1721.1/108775. Sheet metal stamping operations commonly generate substantial scrap material, with utilization rates dependent on part geometry, nesting efficiency, and sheet dimensions, representing a significant factor in material cost calculations. Evidence role: statistic; source type: research. Supports: typical material utilization rates in sheet metal stamping operations. Scope note: Actual scrap percentages vary with product design and nesting optimization ↩
"Effect of Annealing Temperature on Mechanical Properties and ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10254378/. Annealing of austenitic stainless steels such as grade 304 typically occurs in the temperature range of 1040-1120°C to achieve stress relief and optimize microstructure, though specific parameters vary with alloy composition and desired properties. Evidence role: mechanism; source type: research. Supports: typical annealing temperature ranges for austenitic stainless steels. Scope note: Optimal temperatures depend on specific grade and processing objectives ↩
"Stainless steel - Wikipedia", https://en.wikipedia.org/wiki/Stainless_steel. Stainless steel flatware is commonly processed to achieve hardness in the range of 55-65 HRC to balance durability with formability, though specific targets vary with intended use and steel grade. Evidence role: statistic; source type: research. Supports: typical hardness ranges for stainless steel flatware. Scope note: Hardness specifications depend on product type and quality tier ↩
"[PDF] Stainless Steel Table Flatware - International Trade Commission", https://www.usitc.gov/publications/tariff_affairs/pub1536.pdf. Automated polishing lines in metal flatware manufacturing commonly achieve throughput in the range of several hundred pieces per hour, with actual rates dependent on item complexity, line configuration, and quality requirements. Evidence role: statistic; source type: research. Supports: typical throughput rates for automated polishing systems in metal flatware production. Scope note: Rates vary significantly based on product geometry and finish specifications ↩
"Improvement of quality performance in manufacturing organizations ...", https://www.sciencedirect.com/science/article/abs/pii/S0736584506000664. Rejection rates in precision metal manufacturing vary with product complexity and quality standards, with rates in the low single-digit percentage range generally indicating effective process control. Evidence role: statistic; source type: research. Supports: typical rejection rates in precision metal manufacturing. Scope note: Actual rates depend on product specifications, inspection rigor, and process capability ↩
"Passivation (chemistry) - Wikipedia", https://en.wikipedia.org/wiki/Passivation_(chemistry). Passivation treatments using acidic solutions remove embedded free iron from stainless steel surfaces while promoting the formation of a stable chromium oxide layer that provides corrosion resistance, as documented in industry standards for stainless steel finishing. Evidence role: mechanism; source type: institution. Supports: the function of passivation in removing free iron and promoting chromium oxide formation on stainless steel. ↩







